����20G�߉�偠t�����a�ĔU�ܙC��B
�U�ܙC�ǃɂ��ڿ��g����60°ݚ܈�Ǻ�3°~6°���M�ǵ��F�ι�б܈�C������ݚ܈�Ǻܴ�ÿ��܈ֻ݁�óɑұ�ʽ��܈�Ʋ�ͬ���Ĺ������ò�ͬ���F����^��܈��ÿ�����Ӻ���^Ѹ�ُ�픗U��ж���M����s�͝�����
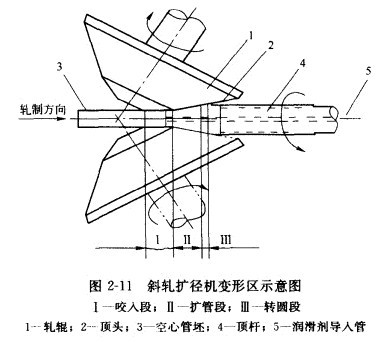
�U�ܙC��׃�΅^�֞飺����D2-11�����������m1��ҧ���---��ԓ��ֻ���Ĺܜp�������p�ڣ���2���U�ܶ�---���ӵ���Ҫ׃�ΰl�����@�Σ����ӼȔU���֜p�ڣ���3���D�A��---ʹ�U����Ĺ��ӱ���͈A�ȵõ��{����
б܈�U���C������ϵ��څ����1�����]��ʲô���죬׃����Ҫ�a���ڏ�����������܈����ǰ���������Ť�D�����ʹ�������Ӷ�̎��ͬһ���٣�������ڶ˵����ڶ�܈݁�c�����g�ĈA���ٱȞ�һ��ֵ����ݚ܈���µ��F�ι��t�����F�@һҪ��

