��ڏ�����ڵ�12Cr1MoVG�߉�偠t�����a(ch��n)��ˇҪ��
<1>�߉�偠t����Ҫ���g(sh��)�l��
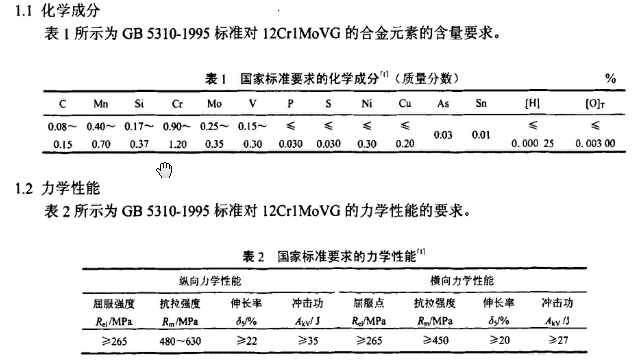
12Cr1MoVG�߉�偠t�ܵ����a(ch��n)��ˇҪ���P�r�ʘ�����Ҫ����(j��)GB 5310-1995��(bi��o)��(zh��n)��Ҏ(gu��)����
<2>12Cr1MoVG���W(xu��)�ɷ��O(sh��)Ӌ
GB 5310-1995��(bi��o)��(zh��n)���P(gu��n)��12Cr1MoVG�߉�偠t�ܵijɷ�����Ҫ�����_(d��)���A(y��)�ڵĽM�������ܣ���������ҪԪ���M(j��n)���˿��ơ�
C��̼����Ч�ď�(qi��ng)��Ԫ��֮һ���S����̼�������ӣ�䓵ď�(qi��ng)�����ӣ����ԡ��g���S֮���ͣ��^͵�C�������ˣ��t�ߜ��µ�Ó�܃A������@������������׃�ٶȣ���������׃����������C����Ҫ�m����
V���C���鱾䓷N��������Ԫ�أ��������Ƿ�ֹ�ػ���ԣ���ߟ᷀(w��n)���Լ��tӲ�ԣ������ڸ����Mo��Cr�����ڹ����w�У�V�cC�γ�VC��̼����̶���е�һ����C����ɢ��(qi��ng)�������ã���ֹ�����L���ҿ��������ٽY(ji��)�����M(j��n)�У����������(qi��ng)�Ⱥ��g�ԣ����͊W���w�D(zhu��n)׃�ض�ʹ����w�F(tu��n)׃С������wƬ�黯��Ƭ�g���pС���Ķ���䓵ĸ�����ܮa(ch��n)���@����Ӱ푡�V��䓵ă�(y��u)��Ó�������ڸߜظ߉��¿���߿��丯�g������
S����г�Ҋ��������FeS��MnS��ͨ���γ�FeS-MnS�Ĺ����w�������^�ߵ����ԣ��ڽ�(j��ng)܈��׃�κ�ͨ��������׃�η�������~��ֲ�������䓹��ڿv���M������W(xu��)���ܲ�������ˣ�Ҫ��(y��n)�����S�ĺ�����
P����ƫ���A��ʮ�և�(y��n)�أ���ʹֻ��ǧ��֮���״��ڣ�Ҳ��ʹ䓰l(f��)����ࡣ����ڱ�䓷N��Ҫ��PԪ�رM���������^�ͷ�����(n��i)��
�C�Ͽ��]ԓ䓷N������Ҫ��ͳɱ���Ҫ���Լ���(sh��)�H����Ќ�P��S�����Ŀ�����������P������0.015%���£�S������0.010%���¡�
<3>12Cr1MoVG�߉�偠t�����a(ch��n)��ˇ����
��������“늠tұ��+LF䓰�����+VD��վ���̎��→���T��V→��ƈA����”��ˇ���a(ch��n)��䓹ܵ����a(ch��n)��ˇ���̞飺�����z��→�h(hu��n)�Πt�ӟ�→һ�δ���→�_܇ʽ�t�ӟ�→���δ���→��s→��̎��→ȡ�әz�→�C(j��)�ӹ�→̽��→ˮ��ԇ�→�˹��z�顢��ĥ→��ӡ→���b��졣
���ڮa(ch��n)ƷҎ(gu��)���^�����Բ��ö��δ���ˇ���a(ch��n)���ڴ��וr��܈݁늙C(j��)��������D(zhu��n)�١������{(di��o)������(sh��)�ڱ��Cë�ܳߴ����r�����m��(d��ng)�{(di��o)����܈݁����ճ䓡����ѣ�Ҫ���r��ĥ����Q����(y��n)����ƺñں�O�����ë�ܑ�(y��ng)ƽ�ŵ��ϼ��ϣ�������Ȼ��s�ķ�ʽ��s��
<4>12Cr1MoVG�o�p䓹ܵğ�̎��
����(j��)��(sh��)���ԇ�ğ�̎����ˇ����Y(ji��)�����Ԍ�(sh��)��Ҍ�12Cr1MoVG�{(di��o)�|(zh��)ԇ�Ĺ�ˇ����(sh��)��ָ��(d��o)���Y(ji��)��GB 5310-1995�Ќ�ԓ䓷N�ğ�̎��Ҫ��ֿ��]���˷NҎ(gu��)��ıں�����c(di��n)���ƶ������ğ�̎����ˇ�������������M(j��n)�П�̎������̎���O(sh��)�����ʽ�t����ˇ���ô��+�ػ𡣌�����ض�Ҫ����960~980��֮�g�������ٶ��m��(d��ng)�������^�죬���ؕr�g�m��(d��ng)�Դ_�����w�ضȾ�����ˮ�㣬�����е�ˮ?d��ng)��?span lang="EN-US">+��(n��i)�S�����Ա��C��������s�ٶȡ����r�g��10min���Ա��C���w��ִ����ػ�ضȿ�����740~760��֮�g�����ؕr�g�m��(d��ng)�����غ���ÿ��䷽ʽ��s���Ҝء���̎����ȡ�ӡ�ԇ

